Atklāts, kā V3 infūzijas adatas ražotājs, izmantojot nanomēroga ražošanas procesus, sasniedz rūpnieciskās infūzijas maksimālu precizitāti
May 24, 2026
Atklāts, kā V3 infūzijas adatas ražotājs panāk rūpnieciskās infūzijas maksimālu precizitāti, izmantojot nanomēroga ražošanas procesus
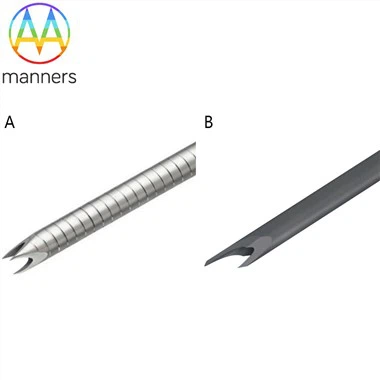
Mūsdienu automatizētajā ražošanā precizitāte kalpo kā zelta standarts efektivitātes un kvalitātes mērīšanai. Kad infūzijas robots pārtikā vai tabakas izstrādājumos injicē mikro-līmeņa garšas vielas ar frekvenci vairākas reizes sekundē, gala efekta konsistence pilnībā ir atkarīga no adatas gala, kas nonāk tiešā saskarē ar materiālu. V3 Infusion Needle ražotājs to labi apzinās. Viņi ir paaugstinājuši infūzijas adatu ražošanu no makroskopiskās mehāniskās apstrādes līdz absolūtai fiziskās formas kontrolei mikrometru un pat nanometru skalā. Šī vadība tiek panākta, pateicoties divu galveno precīzās ražošanas procesu (- sirds-virpošanas un rotācijas kalšanas) ideālai sinerģijai. Tas pārvērš abstrakto "precizitātes" jēdzienu nevainojamos ģeometriskos izmēros un virsmas morfoloģijā uz katras V3 adatas, piešķirot automatizētajai ražošanas līnijai "ķirurģiski{10}}līdzīgas" precīzas darbības iespējas.
Pirmais cēliens: Fonda pamats - "Absolute Benchmark" ražošana, sirsnīgi pagriežot
Infūzijas adatas precizitātes ceļojums sākas ar tās "saskarni", kas savieno ar iekārtu - pilnībā vītņoto sešstūra pamatni. Šī komponenta galvenā misija ir izveidot stingru savienojumu ar nulles atstarpi un bez novirzēm, nodrošinot, ka katrs mašīnas kustības mikrometrs var tikt precīzi pārsūtīts uz adatas galu bez zaudējumiem. Lai to panāktu, ražotājs izvēlējās centra-griešanas metodi un izmantoja Japānas Citizen Cincom L12-1M7 iekārtu, kas ir pazīstama kā "mikro-apstrādes karalis". Atšķirībā no parastajām virpām apstrādes procesā vārpsta notur apstrādājamo priekšmetu lielai-rotācijai, savukārt rīks veic ļoti sinhronizētas savienojuma kustības Z-asī (garenvirzienā) un X asī (radiālā). Šis darba režīms sniedz trīs lielas precizitātes priekšrocības, kas kopā iedarbojas uz V3 adatas pamatni.
Pirmkārt, ir nepārspējama koncentriskums.Tā kā viss ārējā apļa, vītnes un gala virsmas apstrādes process tiek pabeigts vienā sagataves iestatījumā, tas pilnībā novērš kumulatīvās kļūdas, ko izraisa vairāki iestatījumi. Tas nozīmē, ka pamatnes rotācijas viduslīnija saglabājas konsekventa visā procesā, un adatas gala koncentriskums pēc turpmākās metināšanas ir fundamentāli garantēts, novēršot iesmidzināšanas trajektorijas novirzi, ko izraisa novirze.
Otrkārt, ir vislielākā izmēru stabilitāte.Ražotāja noteiktā pielaide ±0,01 mm ir viena septītā daļa no matu šķipsnas diametra. Darbgalds L12-1M7 ar precīzo servo vadības sistēmu, termiskās deformācijas kompensācijas tehnoloģiju un īpaši stingru struktūru var padarīt šo pielaidi par realitāti. Īpaši metrisko vītņu apstrādei tiek stingri kontrolēts katra vītnes zoba profila leņķis, solis un vidējais diametrs, lai nodrošinātu "vienmērīgu" saķeri ar iesmidzināšanas iekārtas saskarni, panākot "ciešu" sajūtu bez teorētiskām atstarpēm, kas ir fiziskais pamats vienmērīgai spiediena pārnešanai un noplūdes novēršanai. ±0,1 grādu leņķa pielaide nodrošina perfektu saderību starp sešstūri un uzgriežņu atslēgu, panākot ciešu stiprinājumu bez slīdēšanas.
Visbeidzot, ir ārkārtas virsmas integritāte.Virsmas raupjums Ra < 0,4 μm pēc pagriešanas ne tikai norāda, ka tas ir ļoti atstarojošs. Mikroskopiskā līmenī gludākas vītnes malas nozīmē zemāku berzes koeficientu un vienmērīgāku spēka sadalījumu, kas samazina nodilumu ilgtermiņā un samazina metāla gružu veidošanās iespēju. Šī virsmas kvalitāte ir priekšnoteikums nevainojamai turpmāko lāzermetināšanas un elektrolītiskās pulēšanas procesu efektivitātei.