Līmes padeves sprauslu adatas
1. Pilna ražošanas līnija, vairāk nekā 12 gadus pieredzējuši tehniskie inženieri un labi apmācīti darbinieki.
2. Visi produkti tiek ražoti un nosūtīti stingri saskaņā ar ISO9001:2015 standartiem.
3. Palieliniet caurlaides likmi līdz 98% visaugstākajā līmenī, vienlaikus saīsinot ražošanas laiku par aptuveni vienu nedēļu, lai nodrošinātu klientus ar visefektīvākajiem produktiem un pakalpojumiem.
4. Mūsu pārdevēji brīvi pārvalda rakstītu un runātu angļu valodu, un mūsu inženieri ātri citē 6 stundu laikā.
5. Ātra un savlaicīga piegāde, ātra un profesionāla apkalpošana.
6. Klienti var izmantot tiešsaistes maksājumu platformas, piemēram, PayPal, lai samaksātu nelielu parauga maksu, lai saīsinātu parauga ražošanas laiku.
7. Mums ir laba biznesa sadarbība ar dažādiem klientiem no dažādām valstīm.
Apraksts
Produkta specifikācija
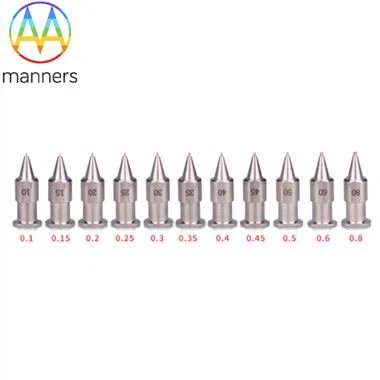
Produkta nosaukums | Līmes padeves sprauslu adatas |
Materiāls | Nerūsējošais tērauds utt. |
Iekšējais diametrs | 0,1-0,8 mm vai pielāgots diametrs |
Rekvizīti | Augstas precizitātes izsniegšana, mikro izsniegšana. |
Pielāgots līdzeklis | Saskaņā ar jūsu 2D/3D zīmējumu vai sniegto paraugu |
Pakotni | Standarta kastīte vai atbilstoši klienta prasībām |
Sertifikācijas | ISO13485 |
Produktu šovs
Izsniegšanas tehnoloģiju var aptuveni iedalīt kontakta izsniegšanas un bezkontakta izsniegšanas. Kontakta izsniegšana balstās uz dozēšanas adatu, lai virzītu līmi saskarties ar substrātu, uz laiku aizkavējot, lai līme iefiltrētos substrātā, un pēc tam dozēšanas adata pārvietojas uz augšu, un līmi atdala no dozēšanas adatas ar viskozu spēku starp līmi un pamatni, tādējādi uz pamatnes veidojas līmes punkti.
Strūklas vārsts ir lielākā izsniegšanas tehnoloģijas iezīme. Strūklas vārstam jābūt aprīkotam ar augstas precizitātes augstuma sensoru, lai precīzi kontrolētu adatas nomešanas un pacelšanas augstumu. Bezkontakta padeves vārsts noteiktā veidā līmei piemēro augstu spiedienu, tādējādi iegūstot pietiekami daudz kinētiskās enerģijas un pēc tam izsmidzinot to uz pamatnes noteiktā ātrumā. Līmes izsmidzināšanas laikā adatai nav pārvietošanas Z ass virzienā.
1. Izsniegšanas summas lielums
Saskaņā ar darba pieredzi līmes punkta diametram jābūt pusei no spilventiņu atstarpēm, un līmes punkta diametram pēc lāpīšanas jābūt 1,5 reizes lielākam par līmes punkta diametru. Tas nodrošina, ka ir pietiekami daudz līmes, lai savienotu sastāvdaļas, nemērcējot spilventiņus ar pārāk lielu līmi. Izsniegtās līmes daudzumu nosaka skrūves sūkņa rotācijas laiks. Praksē sūkņa rotācijas laiks jāizvēlas atbilstoši ražošanas apstākļiem (istabas temperatūra, līmes viskozitāte utt.).
2. Dozēšanas spiediens (pretspiediens)
Pašlaik līmes dozators izmanto skrūvsūkni, lai piegādātu līmes adatu un šļūteni, lai izdarītu spiedienu, lai nodrošinātu pietiekami daudz līmes skrūves sūkņa padevei. Ja pretspiediens ir pārāk augsts, tas viegli izraisīs līmes pārplūdi un līmes daudzums ir pārāk daudz; ja spiediens ir pārāk mazs, būs periodiska līmes padeve un noplūde, kā rezultātā radīsies defekti. Spiediens jāizvēlas atbilstoši tādas pašas kvalitātes līmei un darba vides temperatūrai. Ja apkārtējās vides temperatūra ir augsta, līmes viskozitāte kļūs mazāka un plūstamība kļūs labāka. Šajā laikā ir jāsamazina pretspiediens, lai nodrošinātu līmes piegādi, un otrādi.
3. Adatas izmērs
Praksē adatas iekšējam diametram jābūt 1/2 no dozēšanas punkta diametra. Izsniegšanas procesā dozēšanas adata jāizvēlas atbilstoši PCB spilventiņa lielumam: piemēram, spilventiņa izmērs 0805 un 1206 nav daudz atšķirīgs. Var izvēlēties tāda paša veida adatu, bet spilventiņiem jāizvēlas dažādas adatas ar dažādām atšķirībām, kas var ne tikai nodrošināt līmes punkta kvalitāti, bet arī uzlabot ražošanas efektivitāti.
4. Attālums starp adatu un PCB plāksni
Dažādi dozatori izmanto dažādas adatas, un dažām adatām ir noteikta bremzēšanas pakāpe (piemēram, CAM / A LOT 5000). Attāluma kalibrēšana starp adatu un PCB jāveic katra darba sākumā, tas ir, Z ass augstuma kalibrēšana.
5. Līmes temperatūra
Parasti epoksīdsveķu līme jāuzglabā ledusskapī 0--50 ° C temperatūrā, un pirms lietošanas tā jāizņem 1/2 stundas, lai līme būtu pilnībā saderīga ar darba temperatūru. Līmes lietošanas temperatūrai jābūt 230C--250C; apkārtējās vides temperatūrai ir liela ietekme uz līmes viskozitāti. Ja temperatūra ir pārāk zema, līmes punkts kļūs mazāks un notiks stieples zīmēšanas parādība. 50C apkārtējās vides temperatūras atšķirība izraisīs 50% padeves tilpuma izmaiņas. Tādēļ jākontrolē apkārtējā temperatūra. Tajā pašā laikā ir jāgarantē arī vides temperatūra. Mazo mitruma līmes punktu ir viegli nožūt, kas ietekmē saķeri.
6. Līmes viskozitāte
Līmes viskozitāte tieši ietekmē izsniegšanas kvalitāti. Ja viskozitāte ir augsta, līmes punkts kļūs mazāks vai pat izvilkts; ja viskozitāte ir maza, līmes punkts kļūs lielāks, kas var iefiltrēties spilventiņā. Izsniegšanas procesā izvēlieties saprātīgu pretspiedienu un dozēšanas ātrumu dažādām līmes viskozitātēm.
7. Sacietēšanas temperatūras līkne
Līmes sacietēšanai vispārējais ražotājs ir devis temperatūras līkni. Praksē sacietēšanai jāizmanto augstāka temperatūra, lai līmei pēc sacietēšanas būtu pietiekama izturība.
8. Burbuļi
Līmei nedrīkst būt gaisa burbuļi. Nedaudz skops novedīs pie tā, ka daudziem spilventiņiem nav līmes; katru reizi, kad šļūtene tiek nomainīta līdz pusei, savienojums gaiss ir jāiztukšo, lai novērstu tukšu sitienu parādību.

Mūsu rūpnīca




Līmes padeves sprauslu adatas
Populāri tagi: līmes izsniegšanas sprauslu adatas, Ķīna, piegādātāji, ražotāji, rūpnīca, pielāgota, pielāgota, pielāgota, lēta, zemu cenu, izgatavota Ķīnā